EBSD for Beginners:
10 Minute Tour
10 Minute Tour
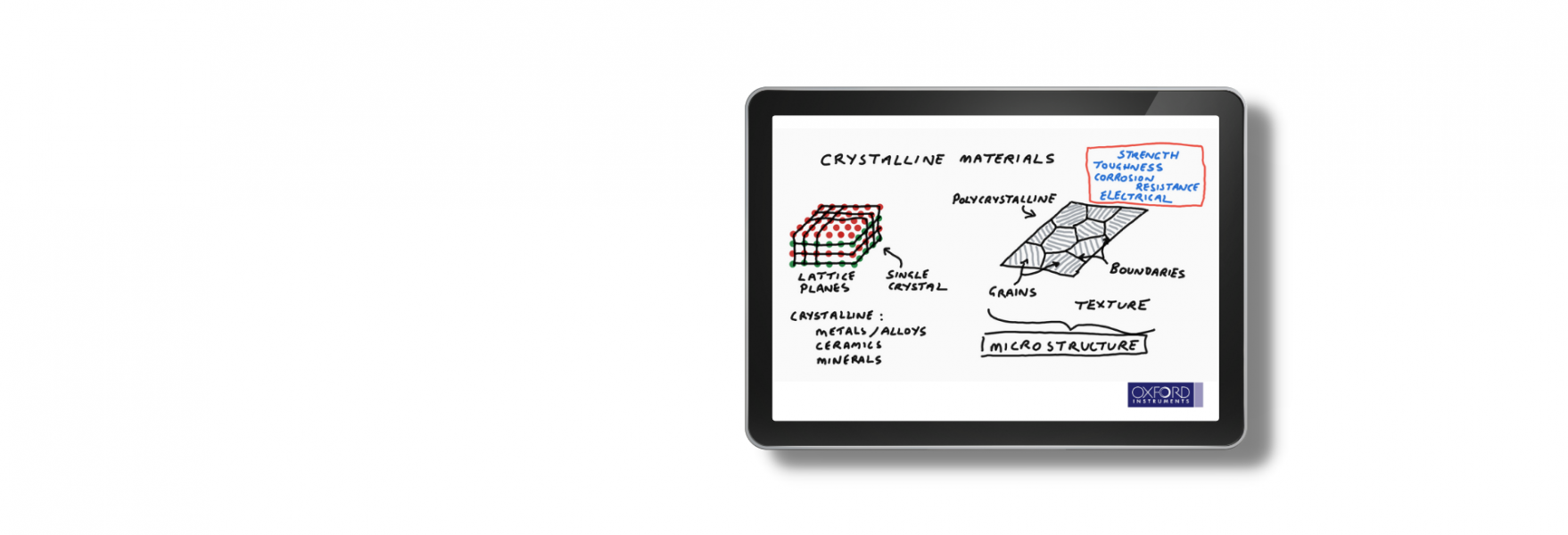
Understand the concept of crystallinity and microstructure in our short 10-minute EBSD tour
EBSD, Electron Backscatter Diffraction, is used to perform quantitative microstructural analyses in the Scanning Electron Microscope (SEM), on a millimetre to a nanometre scale.
This website provides knowledge and guidance for anyone interested in EBSD - from students and newcomers to the technique, through regular users who need a quick refresher, to experts striving for a better understanding of some advanced aspects of the technique.
The website is split into 2 parts. The first part is designed to provide a comprehensive overview of EBSD: we'll cover the basics of EBSD, from the underlying physics to the steps involved in pattern interrogation, describe the different techniques of EBSD analysis and then show how EBSD is being used to solve problems in different application fields. The second part of the site aims to provide more practical help to people using EBSD and, in particular, users of the Oxford Instruments EBSD system. We give practical tips for sample preparation and for setting up EBSD analyses, describe many of the key technologies that are used in the Oxford Instruments EBSD hardware and software and, finally, collate a wide range of helpful videos, tutorials and EBSD-themed blogs that will help you get the most out of your EBSD system.
The site is non-commercial in nature and we encourage your feedback and interaction with our in-house EBSD experts.
© Oxford Instruments 2024